




1 适用范围:
1.1 本工艺规定了锅炉维修、改造中的吊装前的准备工作,吊装方法及吊 装安全守则,以保证锅炉安全就位和安装人员的人身安全及财产不受损失。
1.2 本工艺适用于锅炉安装、改造、维修中的安装就位。
2 吊装前的准备工作:
2.1 锅炉安装、改造、维修施工现场负责人,施工技术负责人须进入锅炉安装、改造、维修施工现场进行实地考察,观看地形、地貌,并根据锅炉更换、维修部件的尺寸及重量,由施工技术负责人拟出吊装计划,经施工现场 负责人批准后实施。
2.2 吊装计划包括下列内容:
2.2.1 确定吊装方法 根据现场地形、地貌和锅炉型号、重量确定用吊车或是用卷扬机(手动 葫芦)牵引的方法进行锅炉就位,拟出吊车或卷扬机(手动葫芦)的位置, 锅炉位移路线,以及电源临时线路的架设等计划。
2.2.2 吊装设备、工具的选择 根据锅炉的型号、重量、选择满足吊装、牵引物重量的吊车或卷扬机、 手动葫芦、工具、捆缚件、滚杠等用具的型号规格。
2.2.3 确定吊装(牵引)的操作人员和现场吊装(牵引)责任人,以上人 员必须有一定的工作经验,满足吊装的技术需要。
3 吊装计划的实施:
3.1 检查吊装工作所需设备、工具、捆缚件的质量,确保完好可靠。
3.2 现场吊装责任人(吊装指挥)和操作人员按计划到位。
3.3 施工技术负责人对吊装人员进行吊装安全技术交底,吊装人员应遵守 吊装安全守则,进入工地穿戴好劳保用品。
3.4 吊装(牵引):
3.4.1 吊装前吊装责任人应检查现场的各种准备工作是否到位、安全措施 是否落实。
3.4.2 按确定的吊装(牵引)方法进行吊装施工。
4 吊装(牵引)方法: 根据实际情况采用两种方法的其中一种进行锅炉吊装就位。
4.1 吊车安装就位:
4.1.1 吊车安放地点应有平整、结实可靠并有利于操作。
4.1.2 起吊时挂钩应钩住锅筒顶部吊耳或底座前后挂耳或用钢丝绳前后挂住 底座。锅炉包皮部份切勿加力,以免损坏。严禁在锅筒或集箱的管孔内穿钢 丝绳起吊。 试吊无误后,上升到一定高度和方位停止,按基础位置下落就位(基础 应预先按方位放置好调整斜铁或垫块)。
4.2 滚扛牵引就位:
4.2.1 用千斤顶或撬杠将锅炉升起、放入滚杠后下落。
4.2.2 用卷扬机或手动葫芦作牵引力将更换部件拖至安装基础附近,可用 千斤顶、道木及简易起重支架配合,将更换部件正式就位于基础上。
4.2.3 在迁移中应将绳索系于锅炉下部、以降低重心高度,防止发生倾 倒。
4.3 横梁的起吊、就位与找正
4.3.1 按图测量各横梁在相接的立柱上的标高,并划定位线。
4.3.2 按图吊装各横梁就位,如标高不够时,可在横梁下加垫铁,并用焊柱 或点焊临时固定。
4.3.3 用水准仪校正水平度;按图切割横梁多余长度。
4.4 钢架固定
4.4.1 将垫铁与立柱底板点焊并焊接。
4.4.2 用焊枪将立柱座板四周的预埋钢筋烤红,并弯贴或焊接在立柱上,注 意弯贴时钢筋转折处不应有损伤。
4.4.3 点焊并焊接立柱与横梁的连接部分以及其它的焊接部位。为减少辨析 工作,要注意焊接顺序,不允许使用大电流堆焊,同时要留适当的焊接收缩 量,避免焊后尺寸超差。
4.5 平台扶梯的起吊、就位与找正
4.5.1 按图画出托架在立柱上的标高线。
4.5.2 托架吊装按编号就位。
4.5.3 点焊并找正托架不水平度。
4.5.5 吊装平台在托架上就位。
4.5.6 找正扶梯倾斜度及踏梯水平。
4.5.7 扶梯与平台焊牢;扶梯上装栏杆及扶手焊牢;平台四周焊围板及栏 杆。
4.6 锅筒的起吊、就位与找正 当下锅筒支撑在汽包支座上时,先吊下锅筒,再吊上锅筒。当上锅筒支撑在 汽包支座上时,则应先吊上锅筒就位,再装下锅筒。
4.6.1 下锅筒的起吊就位及找正固定
4.6.1.1 下锅筒起吊就位:
将下锅筒放在汽包支座上,锅筒与支架间填入石棉绳。起吊方式如下:
a 水平起吊-适用于钢架外起吊
b 转动的水平起吊-适用于钢架内起吊。即按炉膛对角线方向先水平上 升,至规定高度再水平转正位置。
4.6.1.2 下锅筒找正与就位 调整下锅筒纵横水平线,水平方向位置及标高水平度。拧紧锅筒固定螺栓, 并用硬木将滚柱与支座可动间隙塞死,最后固定支座。
4.6.2 上锅筒的起吊就位及找正固定
4.6.2.1 上锅筒起吊就位 与下锅筒起吊方法一样,将上锅筒起吊就位,并用临时支座初步固定。
4.6.2.2 上锅筒找正与就位 调整上锅筒纵横水平线度以及上下锅筒中心距校验位置,对角线距符合要 求。纵横水平度可用波动散水平仪测量,上下锅筒中心距可用直尺测量,对 角线距差可用卷尺对角测量,核对位置误差可用吊线法测量。
4.6.3 集箱的起吊就位及找正固定
4.6.3.1 各集箱起吊,就位并临时支撑固定。
4.6.3.2 以锅筒标高为基准,用水平仪找正集箱标高(如是斜集箱,则应放 样定位)
4.7 锅炉本体就位安装
4.7.1查清锅炉本体重量并根据锅炉本体重量配备起重机具。
4.7.2吊运时导向滑轮受力点应牢固,基础上的道木铺设应略高于基础的上表面。
4.7.3就位前应找出锅炉本体二侧集箱上前后中心线。
4.7.4锅炉拖上基础后,先在走管上移动锅炉、初步找正就位。而后在一端垫好垫铁,从 另一端顶起锅炉,再撤去走管上、下托板,最后通过垫铁的增减使锅炉平稳.正确地 放在基础土。
4.7.5锅炉本体的找正作业工具.采用千斤顶、线锤、水平尺、液体连通器。横向水平可 在总气阀法兰座上(除去毛刺不洁物,保持平滑)用水平尺测量,也可用软管水平仪测 量两侧水位表。
4.7.6锅炉本体的找正应达到下列要求:
a.锅炉的纵向中心线与基础的纵向中心线相吻合,误差不大于±10mm;
b.锅炉炉排前轴中心线与基础上划出的前轴中心线相吻合,误差不大于±2mm;
c.对于制造时无排污坡度的锅炉,找正时应将锅炉的前端较后端高出25mm~35mm,以 有利于排污;
d.对于制造时已有排污坡度的锅炉,找正时锅炉纵向应成水平;
e.锅炉的横向水平偏差不应大于5m。
4.8 省煤器本体安装
a.安装前应检查省煤器管周围嵌填的垫料是否严密牢固,外壳板是否平整;
b.省煤器应根据现场施工条件的不同,采取不同的吊装方法,进行吊装就位:
c.省煤器安装结束,应进行水压试验,试验压力为1.25P十0.5MPa,其中P为锅炉的工 作压力;
d.省煤器安全阀不参加省煤气系统水压试验,利用试压泵单独调整省煤器安全阀、其 开启压力为装置地点工作压力的l.1倍。
4.9 除尘器安装 4.9.2除尘器支架应根据划出的基础位置线就位安装;
4.9.2找正支架的垂直度、标高;
4.9.3吊装除尘器应注意进出口方向、并注意不要损坏耐磨涂料;
4.9.4除尘器的垂直度允许偏差为l/1000;
4.9.5安装锁气器应注意配重是否合适。
4.9.6除尘器进出口的烟管连接,采用法兰连接的必须垫上耐高温垫料,使接口严密,防 止漏烟灰。安装结束应进行补漆作业。
4.10 引风机的安装
4.10.1安装前应对设备基础和防震装置进行检查,并符合设计要求。按设备装箱单清点零 件、部件和配套件,各主要安装尺寸应符合设计要求,叶轮旋转方向和定子导流叶片 的导流方向应符合设备技术文件的规定,不能发生明显的变形或严重锈蚀、碰伤等。
4.10.2吊装时,应选择合适的部位捆扎千斤钢丝绳,以免损伤机械加工面和传动部件。
4.10.3在找正找平引风机时,应配装引风机进出口的两段烟道,适当调整位置和标高, 使前后连接可靠,避免发生进出口烟道强力对口的现象。引风机的纵向水平可在轴颈 上测量,横向水平在电机底部导轨面上测量,联轴器应校正同轴度,使之符合要求。 然后进行地脚螺栓的灌浆、养护。安装的进出口烟道除了连接法兰面对中贴平,不应 硬拉,烟道的重量不能承压在机壳上,防止机壳变形。安装完毕后,对机组进行复 测、精平,如不符合要求时,应进行调正,最后紧固地脚螺栓。机组整体水平度不应 大于1/1000。
4.10.4引风机联轴器同轴度校正允许偏差值(鼓风机、水泵等传动设备也参照此值)见表 1。
4.11烟道和烟囱安装
4.11.1烟囱应在地面上进行组装,法兰之间用耐高温垫料,应均匀严密。
4.11.2烟囱吊装前应由电工将避雷针安装好,电气接地良好。
4.11.3烟囱组装应保持一直线,误差不大于1/1000,全长不大于20mm。
4.11.4烟囱吊装前,要按图纸要求检查浪风绳,锚点或固定装置及方位等是否符合要 求。如不符合图纸要求时,应向建设单位提出,建议修正。
4.11.5烟囱就位后、借助浪风绳将烟囱的垂直度进行找正,使烟囱达到垂直,然后每个 绳头用绳卡卡牢(绳卡的数量每个绳头不少于三个),此时方能松掉吊钩。
4.11.6烟囱的垂直度允许偏差为1/l000,全长不大于20mm。
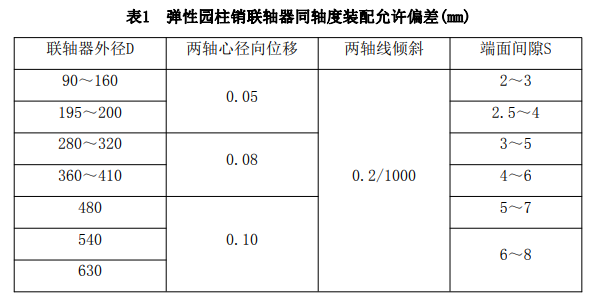
注:表1值参照JBJ23—96“机械设备安装工程施工及验收通用规范”第5.3.3。
4.12 鼓风机及水泵安装
4.12.1鼓风机安装前应检查其基础、消音和防震装置,并符合设计要求。
4.12.2鼓风机安装时其出口的中心与锅炉进风口中心保持一致,在初步找正、找平后对 地脚螺栓进行灌浆养护,安装的风管或风道应洁净和严密,风阀启闭应灵活可靠,待电 源接通后进行试运转。
4.12.3给水泵的安装
a.安装前应对基础的尺寸、位置和标高进行复核检查,应符合设计要求。设备开箱清 点后不应有缺件、锈蚀和损坏等现象,盘动应灵活无阻滞卡住现象。
b.吊装时应注意绳索的位置,固定在底盘的两端,禁止缚在泵轴上。
c.泵的找平纵、横向不平度不应超过0.1/1000,测量时,应以加工面为基准。整体安 装的泵,不应有明显的偏斜,找平找正后进行灌浆养护。
d.泵试运转前.应作检查。电动机的转向应符合泵的转向要求,各紧固连接部位不应 松劝,润滑油脂的规格、质量、数量应符合设备技术文件的规定。有预润要求的部 位应按设备技术文件的规定进行预润;润滑、水封、轴封、密封冲洗、冷却、加 热、液压、气动等附属系统的管路应冲洗干净,保持畅通;安全保护装置应灵敏、 可靠;盘车应灵活正常。泵起动前,泵入口阀门全开,离心泵出口阀门全闭。泵在 设计负荷下连续运转不少于二小时,泵应运转正常,无杂音,密封部位不泄漏,滚 动轴承温度不应高于80℃,滑动轴承的温度不应高于70℃为合格。
4.13 螺旋出渣机安装
4.13.1先将螺旋出渣机筒体吊装在基础坑内,按图纸要求保持一定的倾斜角。
4.13.2将漏灰接口板安装在锅炉底板下部。
4.13.3安装锥形渣斗,拧好渣斗与炉体的螺栓后,再将漏灰板与渣斗的连接螺栓拧好。
4.13.4吊起螺旋出渣机的筒体并与锥形渣斗连接,锥形渣斗的长方形法兰与筒体长方形 法兰之间一定要加耐高温垫料、不得泄漏。
4.13.5安装螺旋出渣机的吊耳和轴承底座,应使螺旋轴与筒体保持同轴心。
4.13.6调整好安全离合器的弹簧,用扳手扳转蜗杆螺旋轴应转动灵活,油箱内加入符合 要求的适量机械油。
4.13.7接通电源和水源,检查旋转方向是否正确,离合器的弹簧是否跳动,冷态试车二 小时,应无异常声音和泄漏,减速箱壳体表面温度不大于50℃。
4.14 炉排传动装置安装炉排传动装置有液压传动和机械传动两种,目前常使用的链条炉排传动是采用液压传 动装置。
4.14.1液压装置安装
a.对预埋板进行清理。
b.调整铰链架纵横中心线与滑轨纵横中心线相符。
c.将活塞杆推出,根据图纸校正炉排主轴——摆轮——铰链架的位置。把铰链架下滑 轨焊固于基础预埋钢板上,再仔细调整铰链架,保证拉脚与摆轮间两边间隙相同, 上下铰链传动轻便。
4.14.2油箱安装
a.油箱按图纸要求就位固定;
b.油箱内要清洗洁净;
c.加入油箱的油应符合要求,并需用100~120目的滤网进行过滤。
4.14.3油管的安装
a.油管安装前管子内壁都需除锈和冲洗,并保持洁净;
b.油管的安装应符合GB50235 “工业金属管道工程施工规范”有关条文的要求。
c.带丝口的管道必须将接头部分的铁屑和毛刺清除干净;
d.当采用紫铜管时,先将紫铜管退火,然后进行铜管的扩口作业;
e.整个液压系统油路接通后,可用粘度为2×10 -5m 2(20厘沲)左右的油液冲洗整个液压 系统20min~30min。冲洗结束,放尽冲洗油,同时清洗油箱,加入工作油,进行油 压试验。试验压力为系统许用最大工作压力的1.5倍。为了安全,不要一下子达到试 验压力,要分级试验,每提高—次压力,必须检查一次。试压合格后,可用耐蚀油 漆涂复地下油管,然后按图纸要求进行埋设、连接。
5 吊装(牵引)安全守则
5.1 吊装工作人员工作前戴好安全帽,穿好劳保服,严禁穿拖鞋、短裤、 打赤膊、酗酒后进入吊装(牵引)工地。
5.2 现场指挥由吊装责任人担任,指挥信号统一、明确。
5.3 被起吊(牵引)的锅炉必须捆缚牢固(绳索应避免与锐利的转角处直 接接触)。经试吊装(牵引)确认无问题后方可起吊(牵引),严禁吊装设 备、工具、超负荷工作,并注意人身安全和周围财物的保护。
5.4 吊装(牵引)区域严禁非工作人员通行。
5.5 锅炉起吊后就位固定前,严禁中断工作。
5.6 严禁人员在吊装物或吊臂下停留或穿行。卷扬机和滑轮及牵引钢丝绳 旁不准站人。
5.7 高空作业必须有安全保护措施,拴好安全带。 5.8 在光线不足、人员不齐、无认定的指挥人员和准备工作未落实到位 时,严禁吊装(牵引)工作。
6 吊装外委控制
6.1 我公司部分吊装工作根根特种设备的具体情况需外委有能力的专业公司 进行,对外委吊装的专业公司需按《合格供方评审控制程序》要求进行评 价,合格后方能进行相应的吊装工作。
6.2 起重质控责任人负责主持吊装外委方的合格供方评价
6.3 质量部、项目部、施工队需和外委的吊装公司对吊装环境、吊装设备、 吊装方案进行讨论,确保吊装质量及安全得到充分保证。
武汉锅炉维保 武汉锅炉改造湖北锅炉安装 武汉锅炉托管
武汉市汉阳区海棠路华中智谷一期E4栋803室
使用帮助 | 法律声明 | 反馈留言 |网站编辑部邮箱:115926198@qq.com
鄂ICP备17006259号 您好,欢迎访问鼎博丰集团! @版权所有
